Çeliğin Değer Yolculuğu
Zengin ürün çeşitliliği ve müşterilere yakınlığı ile Hasçelik, her gün her an her üründe çeliğin değer yolculuğunu başlatır ve müşterilerine hayata katkı sağlayan ürünler üretme yolunu açar.
Bize ulaşınSitede ara
Çeliğin Değer Yolculuğu
Zengin ürün çeşitliliği ve müşterilere yakınlığı ile Hasçelik, her gün her an her üründe çeliğin değer yolculuğunu başlatır ve müşterilerine hayata katkı sağlayan ürünler üretme yolunu açar.
Bize ulaşınHasçelik Hakkında
1968'den bu yana çeliğe yön veriyoruz.
Hasçelik, yenilikçi, güvenilir, dürüst, müşteri odaklı, takım ruhu ve rekabetçilik değerlerini korumakta ve aynı hızda sektörde öncü olmaya devam etmektedir.

Otomotiv endüstrisinden dayanıklı tüketim ürünlerine kadar birçok sektöre mühendislik çeliği üretiyor ve hizmet veriyoruz.
Ürünler
Blog
Hasçelik ile Çelikte Başarı
Hasçelik olarak, sektördeki öncü konumumuzu inovasyon ve yaratıcılık, güvenilirlik, müşteri odaklı yaklaşım ve rekabetçilik gibi temel değerlerimize bağlı kalarak sürdürmekten gurur duyuyoruz. Müşterilerimizin değişen ihtiyaçlarını karşılayan, yüksek kaliteli ve sürdürülebilir çelik ürünleri sunma konusundaki iddiamızı sürdürüyoruz. Aynı zamanda süreçlerimizi ve operasyonlarımızı sürekli olarak geliştirerek maksimum verimlilik ve memnuniyet sağlamayı amaçlıyoruz.

Hasçelik Ankara Bölge Müdürü Zahide Kulaksız – 2026 Yılı Çelik Sektörü Beklentileri

DIN Standardı Nedir?
Metal Yorgunluğu (Fatigue) Nedir?

ASTM Standardı Nedir?
AISI Standardı Nedir?

Toz Metalurjisi Nedir?

OEM Nedir? Orijinal Ekipman Üreticisi Hakkında Bilmeniz Gerekenler

Sera Gazları: Tanımı, Özellikleri ve İklim Değişikliğine Etkisi

Molibden (Mo) Elementi: Kimyasal Özellikleri ve Metalurjideki Kullanımı

Sınırda Karbon Düzenleme Mekanizması (SKDM - CBAM) Nedir?
Bor Elementi ve Çelik Endüstrisindeki Önemi

Mangan (Manganez) Elementi Nedir? Özellikleri, Kullanım Alanları

Kalite Kontrol Nedir?

Deformasyon Nedir?

Ergitme Nedir?

Tufal Nedir ve Nasıl Oluşur?

Sürdürülebilirlik Nedir?

Navlun Ne Demek?

CPT (Carriage Paid To – Taşıma Ücreti Ödenmiş) Ne Demek?

Doğrudan Borçlanma Sistemi (DBS) Nedir?
Nikel Nedir? Özellikleri ve Tarihçesi

Vickers Sertlik Ölçme Yöntemi

Brinell Sertlik Testi Nedir?

Rockwell Sertlik Testi Nedir?

Sertlik Ölçme Yöntemleri Nelerdir?

Tahribatsız Muayene (NDT) Yöntemleri Kapsamlı Rehber

Elektrik Ark Fırını (EAF) Nedir?

Çelik Üretimi Nasıl Yapılır? Adım Adım Anlatım

Vakumda Gaz Giderme

Sürekli Döküm Nedir? Sürekli Döküm Yöntemleri Nelerdir?

Türkiye’nin En Büyük Boru Sanayi Stokları: Hasçelik Farkı

Otomotiv Endüstrisi: Geçmişten Geleceğe Kesintisiz Dönüşüm

Cüruf Nedir?
Karbon Elementi Nedir?
Krom Elementi Nedir?
Otomat Çeliği Nedir?

Karbon Ayak İzi: Her Adımda Geleceğe Katkı

Talaşlı İmalat Nedir?
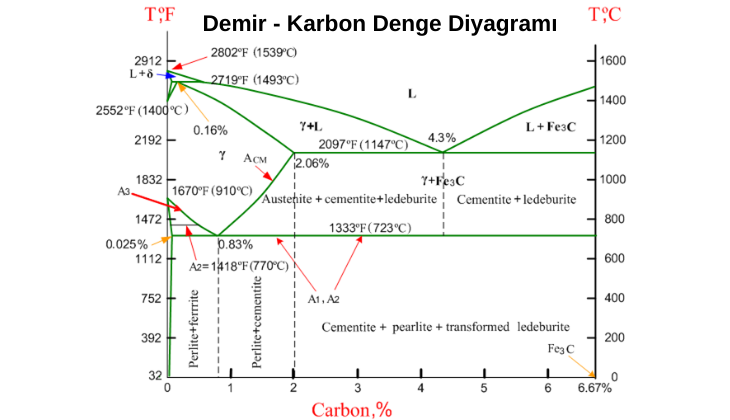
Demir-Karbon Denge Diyagramı: Metalurjinin Temel Taşı

Cıvata: Nasıl Üretilir & Nerelerde Kullanılır?

Çelik Malzemelerin Endüstriyel Tasarımda Kullanımı

Çelik Sanayisinin Geleceği: Sürdürülebilirlik ve İnovasyon

Yeşil Çelik Üretimi

Temperleme

Tavlama: Çeliğin Yeniden Doğuşu

Metalurji Nedir?

Haddeleme

Alaşım: Çelik Sektöründe Bir Devrim

Faydasıçok Vakfı
Geleceği inşa et
Faydasıçok Vakfı, 2016 yılında ülkemizin geleceğinin iyi eğitimli gençlerle şekilleneceğine olan inancımız ve bunun gerçekleşmesine katkıda bulunma hayalimiz ile kurulmuştur. Amacımız gençlerimizi burslarımızla maddi yönden desteklerken bir yandan da onların kişisel gelişimlerini destekleyerek hayatlarına dokunabilmektir.

Sürdürülebilirlik
DAHA İYİ BİR GELECEK YARATMAK İÇİNYeşil enerji kullanımını teşvik etmeyi, çevresel etkileri en aza indirmeyi ve çelik üretim süreçlerini sürdürülebilir hale getirirken toplumsal fayda sağlamayı taahhüt ediyoruz. ÇALIŞIYORUZ
Kariyer

Geleceği yaratmak çalışanlarımızla başlar.
Hasçelik 0 – Bilecik Osmaneli
Telefon : 444 41 40 E-posta : info@hascelik.com Adres : Selimiye OSB, 11230 Selimiye/Osmaneli/Bilecik, TürkiyeHasçelik Konya (Parlak Çelik Üretim Tesisi) – Karatay – Konya
Telefon : +90 332 346 48 00 E-posta : konya@hascelik.com Adres : Fevziçakmak, Ankara Cd. No:262, 42050 Karatay/KonyaHasçelik 3 (Crombar Üretim Tesisi) – Çayırova Kocaeli
Telefon : +90 262 676 73 00 E-posta : crombar@hascelik.com Adres : Tosb Otomotiv OSB, TOSB Otomotiv Yan Sanayi İhtisas O.S.B, 1. Cd. No:15, 41420 Tosb Otomotiv Osb/Çayırova/KocaeliHasçelik 2 (Parlak Çelik Üretim Tesisi) Çayırova/Kocaeli
Telefon : +90 262 676 61 00 E-posta : info@hascelik.com Adres : Tosb Otomotiv Osb, TOSB Otomotiv Yan Sanayi İhtisas O.S.B. 2.Cadde No:3, 41420 Çayırova/KocaeliHasçelik 1 (Mühendislik Çelik Üretim Tesisi) – Çayırova/Kocaeli
Telefon : +90 262 676 60 00 E-posta : info@hascelik.com Adres : TOSB Otomotiv Yan Sanayi İhtisas O.S.B. 1.Cadde No:17 Şekerpınar, Çayırova KocaeliBir sorunuz mu var, ya da fiyat teklifi mi almak istiyorsunuz?
Sorularınızı yanıtlamaktan ve size en uygun çözümleri sunmaktan mutluluk duyarız.
İletişim Formu
Aşağıdaki iletişim formunu doldurun, uzman ekibimiz size en kısa sürede geri dönüş yapacaktır.